
Lab correlation
Correlation between Xoptix and laboratory analysis
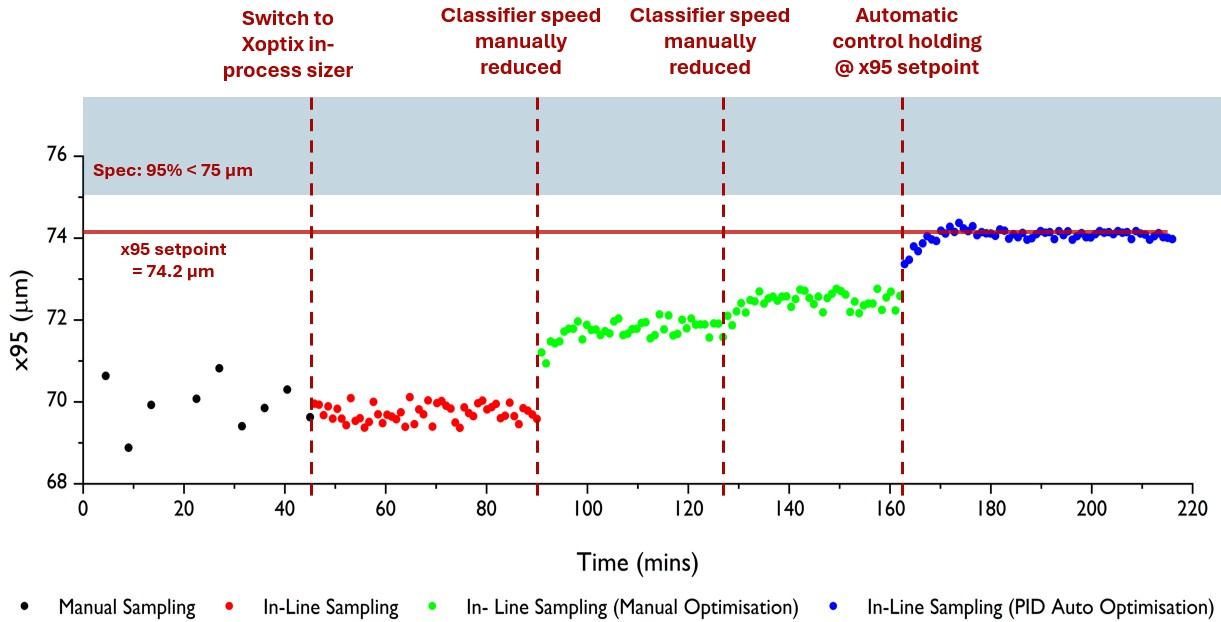
Process Control Is About Trends, Not Single Measurements
The primary purpose of an online particle size analyzer is to monitor the process continuously and detect changes as they occur. In process control, the trend is often far more important than the absolute value of a single measurement. Operators need to know whether the product is becoming finer or coarser, how quickly the change is developing, and whether process adjustments are producing the expected response. Because the instrument continuously compares the process against itself, it provides immediate feedback that enables stable control and rapid detection of abnormal operating conditions.
Laser Diffraction – An Established Measurement Technique
Xoptix measures particle size using laser diffraction, one of the world's most widely accepted and well-established particle sizing technologies. This technique is used extensively throughout industry in both laboratory and process applications because it provides fast, repeatable, and physically meaningful particle size measurements over a wide size range. For many applications, the direct laser diffraction results can be used immediately for process monitoring and automatic control without any further conversion.
Calibration to Existing Laboratory Methods
Some plants, however, prefer their online measurements to match the values they have historically used for production control or quality reporting. For this reason, Xoptix offers optional calibration of the online measurements against laboratory reference methods. The online laser diffraction data can be correlated with laboratory laser diffraction instruments or converted to match alternative quality measurements such as sieve analysis or Blaine surface area. This allows the online system to fit naturally into existing plant operating practices without changing established quality targets.
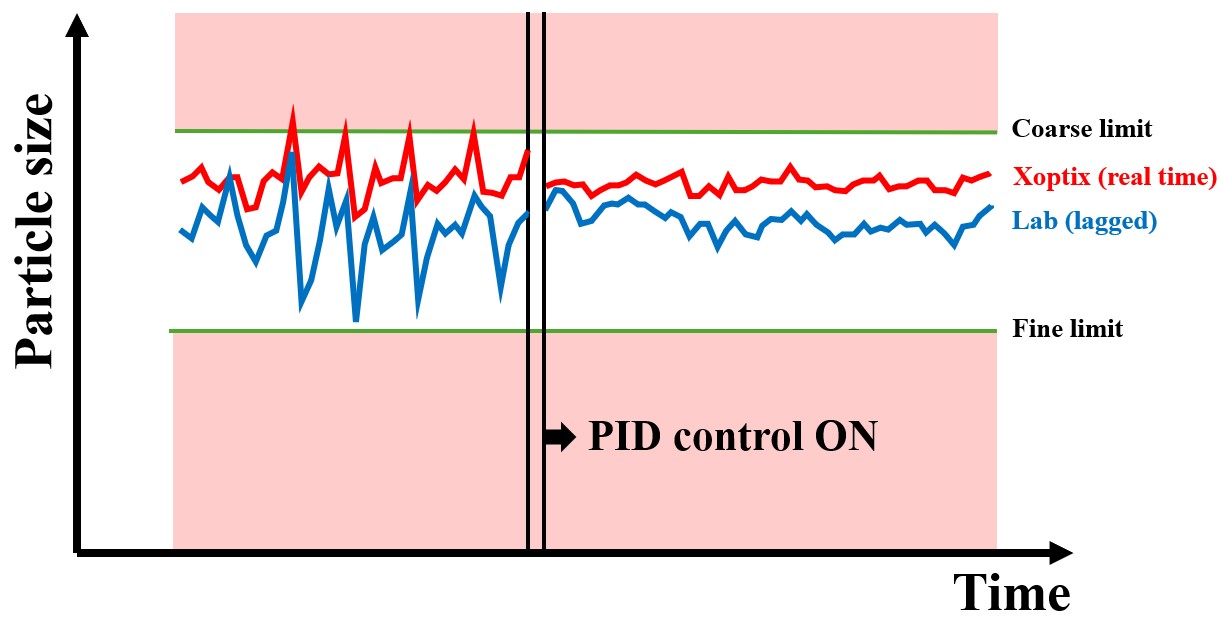
Combining Real-Time Monitoring with Familiar Plant Values
After calibration, the IntelliSizer continues to perform true laser diffraction measurements while automatically reporting results adjusted to the selected laboratory reference. This approach combines the strengths of both methods: the plant continues to work with familiar values that operators, laboratories, and production departments already understand, while gaining continuous real-time measurements instead of waiting for periodic laboratory results. The result is automatic, high-frequency process information presented in a format already accepted within the plant.
Direct Particle Size Measurements Provide the Best Process Control
From a process control perspective, the best controlled variable is usually the simplest physical property. Particle size is a direct property of the material itself, making laser diffraction metrics such as D10, D50, D90, and D98 particularly well suited for automatic control. These parameters respond directly to process changes and offer excellent stability and repeatability. Similar advantages apply to sieve-based particle size measurements, which also represent direct particle size information and are therefore well suited for monitoring and control.
Blaine Is Best Used for Quality Control not for Process Control
Blaine surface area is an indirect measurement that estimates particle fineness rather than measuring particle size directly. Because it is influenced by particle shape, surface texture, and measurement variability, Blaine generally offers lower reproducibility than direct particle size measurements. While it remains an important quality control parameter in many cement plants, it is less suitable as the primary control variable for automatic process optimization. For plants operating with Blaine specifications, Xoptix generally recommends identifying the equivalent particle size targets and using these direct measurements for process control, while continuing to verify final product quality with routine laboratory Blaine tests.